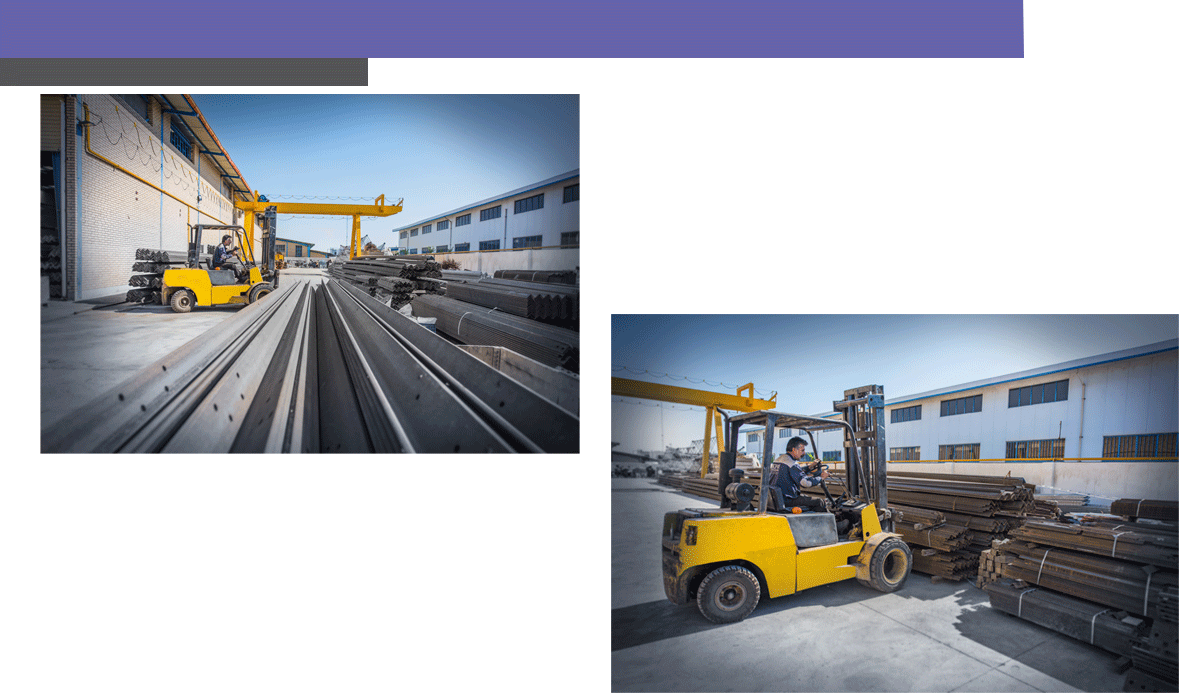
التعبئة والتغليف والشحن هذه الوحدة مسؤولة عن عد وتصنيف الأجزاء في مستودع المنتج حسب القائمة الواردة من وحدة التصميم والهندسة. الامتثال لمبادئ الإغلاق: تتم سلامة وتركيب لوحات مراقبة الجودة وقائمة التعبئة على كل حزمة قبل الشحن ، ويتم تحميل البضائع بواسطة رافعة أو رافعة شوكية على مركبة النقل وإرسالها إلى مكان العميل.